螺旋焊接鋼管規格表的問題,我有些許經驗和知識儲備。希望我的回答能夠為您提供一些啟示和幫助。
文章目錄列表:
1.鋼管種類以以及用途大全?鋼管規格尺寸對照表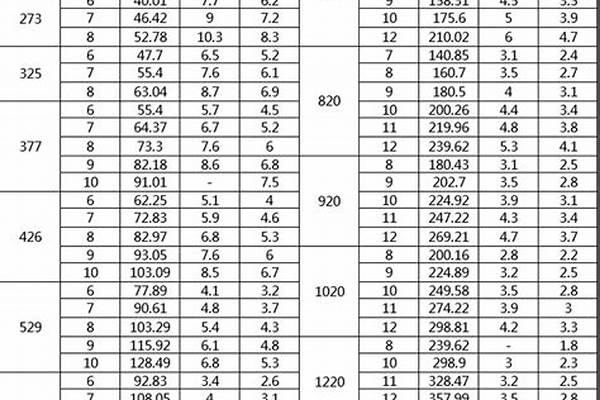
鋼管種類以以及用途大全?鋼管規格尺寸對照表
美食 鋼管,顧名思義就是用鋼材料的管材,可以簡單將其分為無縫鋼管和焊接鋼管兩種,其中無縫鋼管又可被分為冷軋鋼管和熱軋鋼管,而焊接鋼管可被分為直縫鋼管和螺旋鋼管等種類。鋼管可被用于建筑材料、輸送管道、工程結構等領域,不同使用范圍對鋼管規格的要求是不一樣的,在選購或租賃鋼管時要注意。買回來的鋼管一般還需要進行加工后方可使用,接下來和Maigoo網編來了解下鋼管施工加工工藝吧!
鋼管簡介 鋼管是一種經濟鋼材,產品的鋼種與品種規格極為繁多,其性能要求也是各種各樣的。鋼管可以用于作為輸送流體和粉狀固體、交換熱能、制造機械零件和容器。用鋼管制造建筑結構網架、支柱和機械支架,可以減輕重量,節省金屬20~40%,而且可實現工廠化機械化施工。用鋼管制造公路橋梁不但可節省鋼材、簡化施工,而且可大大減少涂保護層的面積,節約投資和維護費用。
鋼管的種類 按生產區分 1、無縫鋼管
無縫鋼管是由整支圓鋼穿孔而成的,表面上沒有焊縫的鋼管。它的種類有熱軋鋼管、冷拔鋼管、精密鋼管、熱擴管、冷旋壓管、擠壓管等。
2、焊接鋼管
焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成的鋼管,它可以簡單分為直縫鋼管和螺旋鋼管兩種。
按鋼管材質分 鋼管按制管材質(即鋼種)可分為:碳素鋼管(又被稱為碳鋼管)和合金鋼管、不銹鋼管等。碳素管又可分為普通碳素鋼管和優質碳素結構管。合金管又可分為:低合金管、合金結構管、高合金管、高強度管、精密合金(如可伐合金)管以以以及高溫合金管等。
按鍍涂特征分 按表面鍍涂特征可將鋼管分為鍍涂鋼管和不鍍涂鋼管(又叫做黑管)兩種,而鍍涂鋼管又包括鍍鋅管、鍍鋁管、鍍鉻管、滲鋁管等種類。
按斷面形狀分 按斷面形狀可將鋼管分為圓形鋼管和異型管兩種,異型鋼管指的是各種非圓環形斷面的鋼管,如方形管、矩形管、橢圓管、半圓管、六角形管、五角梅花管等。
按用途區分 按鋼管的用途可將其分為管道用管(水管、煤氣管、石油輸送管等)、熱工設備用管(沸水管、過熱蒸汽管等)、機械工業用管(航空結構管、汽車半軸管、變壓器用管等)、石油地質鉆探用管(石油鉆探管、石油油管、巖心管等)、化學工業用管(石油裂化管、化工設備熱交換器以以及管道用管、不銹耐酸管等)、其他各部門用管(容器用管、儀器儀表用管等)。
鋼管規格 鋼管尺寸有哪些
1、英制標準
英制鋼管的符號為大寫的“DN”,有DN15(4分管)、DN20(6分管)、DN25(1寸管)、DN32(1寸2管)等尺寸。
2、國際標準
國際標準的鋼管是將一英寸分成幾等分后來劃分的,有1/8、1/4、3/8英寸等規格,相當于平時說的1分管、7分管等。鋼管型號規格表>>鋼管腳手架規格尺寸>>
鋼管重量計算公式 不同種類的鋼管重量計算公式各不相同,接下來MIAGOO小編簡單幾種最常見的鋼管的重量計算公式:
圓鋼重量(公斤)=0.00617X直徑X直徑X長度;
方鋼重量(公斤)=0.00785X邊寬X邊寬X長度;
扁鋼重量(公斤)=0.00785X厚度X邊框X長度。鋼管理論重量表>>
鋼管選購 鋼管多少錢一噸 全新的鋼管價格在4000-5000元每噸左右,二手的舊鋼管價格要便宜點,大概在3000元/噸左右。那鋼管一米多少公斤呢?這個跟鋼管的材質以以以及壁厚有關,普通的鋼管一米在2.5公斤左右,加厚的鍍鋅鋼管在每米3公斤左右,也就是說買一噸普通鋼管大概能加工出400米左右的鋼管(不計算損耗),而一噸加厚鍍鋅鋼管大概能加工出330米左右的鋼管(不計算損耗)。
鋼管選購要點 1、看外觀
挑選色澤大體均勻一致,內外壁光滑、平整,沒有氣泡、凹陷、雜質等影響表面性能缺陷的鋼管。
2、看標識
鋼管上要有產品名稱、公稱外徑、執行標準號等信息,字跡應清晰,且檢查標識是否與實際相符。
3、看廠家
鋼管廠家也是在挑選鋼管時候應注意的一點,大家挑選知名鋼管廠生產的產品,這樣質量更有保障。
鋼管租賃 鋼管怎么租 鋼管架子管租賃一般要去專門的鋼管租賃市場,也可以找當地的建筑隊租賃,租的時候要提供所需的鋼管尺寸、重量等規格信息。
租鋼管價格多少 鋼管租賃價格和鋼管的長度、重量以以以及租賃天數有關,每平方(建筑面積)鋼管租賃的價格在30元/天左右,再加上扣件材料的租賃費,一個月的租金大概在一千元左右。
Maigoo小編溫馨提示:價格僅供參考,具體的價格需要跟當地租賃方協商后確定。
鋼管施工 鋼管切割 大型的鋼管樁需要使用鋸床或鋼管自動切割機來對其進行切割,這樣可以保持切割面光滑,保證切割質量。只是對角度進行小幅調整,可以用氣割機進行切割。
鋼管怎么焊接 需要對鋼管焊口處的油漆、水、繡等進行清理,然后鋼管的壁厚開坡口,然后用電焊機進行焊接即可。注意焊接的時候應該一半一半地來焊,壁厚很厚的話,還需要分層進行焊接,這樣才可以保證焊接質量。
鋼管架子搭建 在承臺上彈線、立桿定位→擺放掃地桿→豎立桿并與掃地桿扣緊→裝掃地小橫桿,并與立桿和掃地桿扣緊→裝大步橫桿并和各立桿扣緊→安步小橫桿→安第二步大橫桿→加設臨時斜撐桿,上端與第二步大橫桿扣緊→繼續安裝橫桿到設計高度→加設剪力撐→鋪設腳手板,綁緊防護以以及擋腳板→立掛安全網
鋼管怎么彎成弧形 鋼管彎弧的有兩種,分別是實彎和空彎。實彎成型準確,但是彎折處的鋼管會因為拉伸而變薄。空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,一般在無法進行實彎時使用。
鋼管加工 熱軋鋼管加工工藝流程 準備胚管→選配芯棒→胚管內面涂潤滑漆→加熱擴徑→熱處理→理化檢測→矯直→切頭尾→內外表面處理→無損探傷檢測→水壓試驗→表面防護→端口加工→修磨入庫
冷軋鋼管加工工藝流程 上料→剝皮→修磨→檢驗→加熱→穿孔→切頭→酸洗清洗中和→修磨→焊頭→潤滑處理→冷拔冷軋→成品熱處理→矯直→切頭→水壓測試→包裝入庫
焊接鋼管加工工藝流程 卷板→分條→成型→連續自動焊接→定型切割→去油→固溶處理→矯直→酸洗→平頭→損傷測試→實驗水壓→酸洗→成品檢測側→標識包裝入庫
鋼管清洗保養 清水清洗 清水清洗是用清水沖洗鋼管內壁,這種簡單且便宜,但是買購網編提醒大家注意,這種的清潔效果并不明顯,因為清水并不能徹底清除掉那些鋼管內壁的鈣鎂離子垢、生物粘泥等雜質。
藥水清洗 藥水清洗是在水中加入化學試劑然后來清洗的,這樣清洗鋼管可以有效清潔鋼管內壁的鈣鎂離子垢,但是會縮短鋼管的使用壽命,需謹慎使用。
物理式清洗 這種是指用壓縮空氣為動力,利用發射器向鋼管中發射一顆大于管路內徑的特制射彈,使其沿管路內壁高速運動并充分磨擦,達到清潔管路內壁的效果。此種方式清洗效果明顯,對管路基本無傷害,被廣泛使用。
鋼管品牌 1、每逢節日活動,就到了達人們大展身手的時候了,然而面對五花八門的商品、參差不齊的價格卻不知如何下手?
2、每逢節日活動,就到了達人們大展身手的時候了,然而面對五花八門的商品、參差不齊的價格卻不知如何下手?
行業推薦品牌
TPCO大無縫
寶武鋼鐵BAOWU
包鋼
華菱鋼鐵
鞍鋼Ansteel
攀鋼
友發鋼管
新冶鋼
珠江鋼管PCK
更多推薦
螺旋焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋焊管經常用于石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。鋼管規格 最小Φ400×5.0mm,Φ3048×25.4mm
制管長度 一般為6~30m,最長達80m
原料板寬 最小700mm,2000mm
鋼卷重量 40噸
材料等級達API 5L×65
·材料的冶金性能
直縫埋弧焊管是用鋼板生產的,而螺旋焊管是用熱軋卷板生產的。熱軋帶鋼機組軋制工藝具有一系列的優點,具有獲得生產優質管線鋼的冶金工藝能力。在輸出臺架上裝有水冷卻系統以加速冷卻,這就允許使用低合金成分來達到特殊的強度等級和低溫韌性,從而改進鋼材的可焊性。但這一系統在鋼板生產廠基本沒有。卷板的合金含量(碳當量)往往低于相似等級的鋼板,這也提高了螺旋焊管的可焊性。
更需要說明的是,由于螺旋焊管的卷板軋制方向不是垂直鋼管軸線方向(其夾解主要是看鋼管的螺旋角),而直縫鋼管的鋼板軋制方向垂直于鋼管軸線方向,螺旋焊管材料的抗裂性能優于直縫鋼管。
·焊接工藝
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接一致,但直縫焊管不可避免地會有很多的丁字焊縫,存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
·強度特點
管子在承受內壓時,一般來說在管壁上產生兩種主要應力,即徑向應力δY和軸向應力δX。焊縫處合成應力δ=δY(l/4sin2α+cos2α)1/2,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為50-75度,螺旋焊縫處合成應力是直縫焊管主應力的60-85%。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。
特點可知:
A?螺旋焊管發生爆破時,由于焊縫所受正應力與合成應力比較小,爆破口一般不會起源于螺旋焊縫處,其安全性比直縫焊管高。
B.當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。
C.由于徑向應力是存在于鋼管上的應力,所以焊縫處于垂直應力這一方向時承受載荷。即直縫承受的載荷,環向焊縫承受的載荷最小,螺旋縫介于二者之間。
·靜壓爆破強度
經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與爆破壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是爆破壓力,螺旋焊管均低于直縫焊管。爆破試驗還顯示出螺旋焊管爆破口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管,爆破口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。
·韌性和疲勞強度
管道發展的趨勢是大口徑、高強度。隨著鋼管直徑的加大、所用鋼級的提高,產生韌性斷裂尖穩擴展的趨勢越大。美國有關研究機構的試驗表明,螺旋焊管與直縫焊管雖然同為一個級別,但螺旋焊管具有較高的沖擊韌性。
輸送管線由于輸量的變化,在實際操作過程中,鋼管是承受隨機交變載荷的作用。了解鋼管的低循環疲勞強度,對判斷管線的使用壽命具有重要的使用性能。
按測定結果,螺旋焊管的疲勞強度與無縫管和電阻焊管相同,試驗的數據與無縫管和電阻管分布在同一區內,而比一般的埋弧直縫焊管要高。
·現場可焊性
現場的可焊性主要是由鋼管的材質和端口配合尺寸公差決定的。
考慮到鋼管安裝施工的要求,鋼管加工生產的連續性的和外形幾何尺寸的一致性尤為重要。
螺旋焊管的生產是基本上在同一工況條件下穩定的連續流程:而直縫焊管工序是分段的,包括整板/壓頭/預卷/點焊/焊接/精整/組對等多道工序過程。這是螺旋焊管生產區別于直縫焊管生產的重要特征。
穩定的生產工況非常便于焊接質量的控制和幾何尺寸的保證。由于螺旋焊管管型規整、焊縫均勻分布,相直縫焊管,螺旋鋼管有非常好的管口橢圓度和端面垂直度,保證了現場鋼管焊接組對時的組對精度。
·對輸送介質流動特性的影響
輸送管線中的壓降和管子的長度、流體粘滯系數、流體速度、流體阻力系數都成正比,而和管子的內徑成反比。而流體阻力系數既與雷諾數有關,又與管子內壁表面的粗糙度有關。經測定,管子內壁表面的粗糙度所起的影響要比局部隆起的面積(如螺旋形的焊縫或縱長的焊縫、甚至包括內環形焊縫)所起的影響大十倍。
今天關于“螺旋焊接鋼管規格表”的講解就到這里了。希望大家能夠更深入地了解這個主題,并從我的回答中找到需要的信息。您有任何問題或需要進一步的信息,請隨時告訴我。
Copyright ? 2018-2022 佛山市京錦鋼鐵有限公司 版權所有
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界 電話:13927776689
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界
電話:13927776689
企業郵箱:1003000354@qq.com 業務QQ:1003000354
業務QQ:1003000354